
High-Performance Annealing Furnace for Controlled Metal Heat Treatment
Precision-engineered Annealing Furnace Manufacturer in Pune designed to improve ductility, reduce internal stress, and enhance machinability of metal components.
Reliable Annealing Furnace Manufacturer in Pune
If you’re searching for a dependable annealing furnace manufacturer in Pune, chances are you’re facing issues like material brittleness, internal stress, or difficulty in machining components.
This is common when annealing is not done properly.
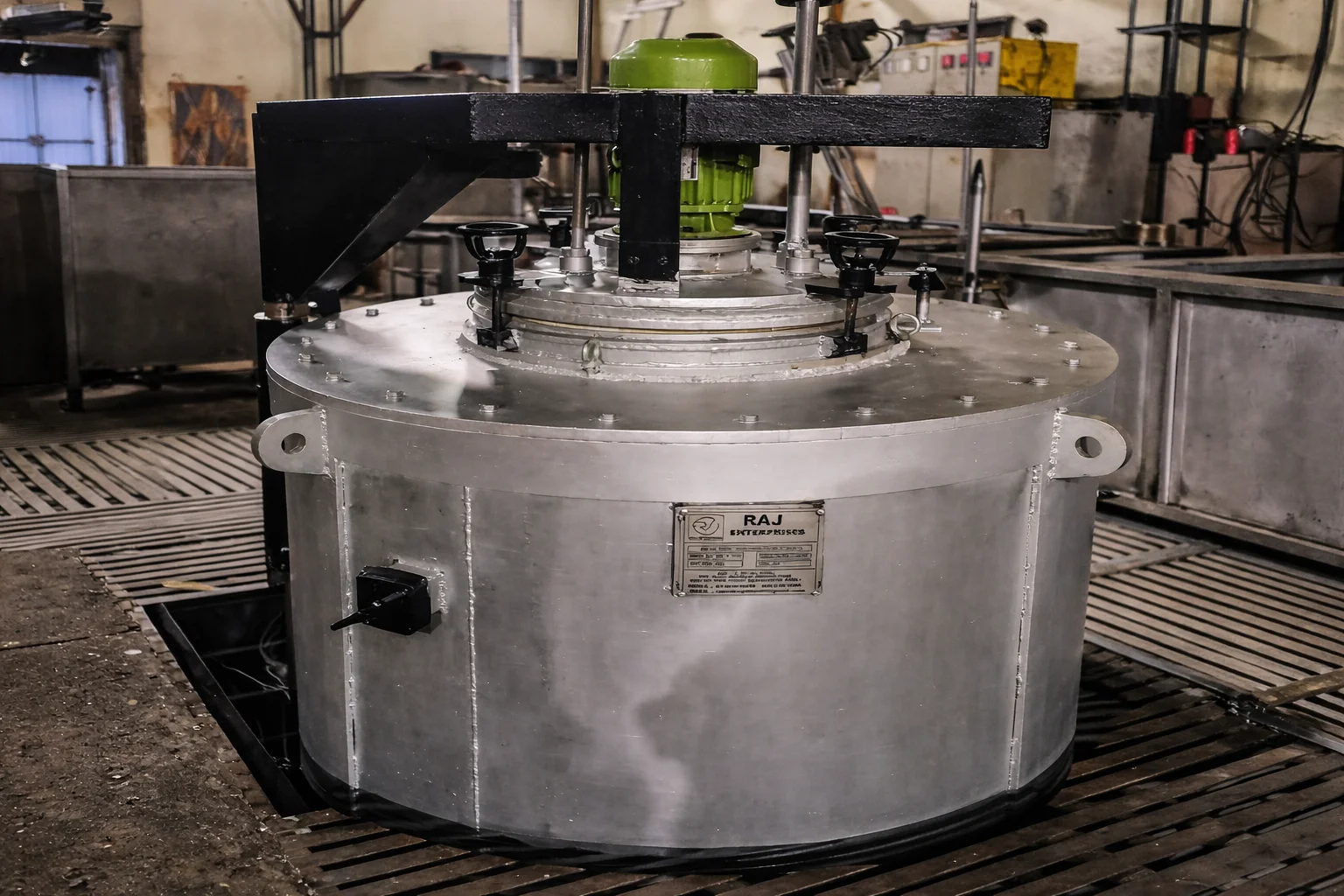
At Raj Enterprises, we manufacture industrial annealing furnace in Pune that are built for consistent thermal cycles and controlled cooling—because that’s what actually defines annealing quality.
As a trusted metal annealing furnace manufacturer in Pune, we focus on:
- Uniform heat distribution
- Controlled cooling cycles
- Stable temperature accuracy
- Reliable long-term performance
We don’t just supply furnaces—we help improve your material properties and production efficiency.
What is an Annealing Furnace?
An annealing furnace is used to heat metal components to a specific temperature and then cool them slowly to:
- Reduce internal stresses
- Improve ductility
- Enhance machinability
- Refine grain structure
Our metal annealing furnaces in Pune are designed to ensure controlled heating and cooling, which is critical for achieving desired metallurgical results.
Key Features of Our Industrial Annealing Furnaces
That’s why our systems are built for complete process control.
Uniform Temperature Distribution
Ensures consistent heating across the entire batch.
Controlled Cooling System
Gradual cooling prevents internal stress and distortion.
Energy Efficient Design
High-quality insulation minimizes heat loss.
Heavy-Duty Construction
Built for continuous industrial operations.
Custom Furnace Design
Available in different sizes and configurations based on your process.
Low Maintenance Operation
Reliable systems designed for long-term use.
Why Choose Raj Enterprises?
Here’s why industries trust us as a leading annealing furnace manufacturer in Pune:
Process-Based Engineering
Every furnace is designed based on your application.
Consistent Metallurgical Results
Uniform heating and cooling ensure better quality.
Reduced Material Rejection
Stable process minimizes defects.
Energy Cost Optimization
Efficient systems reduce operational costs.
Pune-Based Manufacturing Advantage
Faster service and reliable support.
Trusted Since 2005
Strong experience across industrial sectors.
Applications of Annealing Furnace :
Our industrial annealing furnace in Pune are widely used across industries where material properties are critical.
Common applications include:
In many real projects, proper annealing has significantly improved machining efficiency and reduced material rejection.
Technical Specifications (Customizable) :
Typical configurations include:
Custom-built solutions available based on your process needs.
Frequently Asked Questions :
What is the purpose of annealing?
Which industries use annealing furnaces?
Automotive, steel processing, wire manufacturing, tooling, and heavy engineering industries.
What is the difference between annealing and tempering?
Annealing improves ductility, while tempering reduces brittleness after hardening.
Do you provide customized annealing furnaces?
Yes, all furnaces are designed based on your production and process requirements.
Do you provide installation and support?
Yes, we offer complete installation, commissioning, and after-sales support.
Service Areas :
We supply annealing furnaces across:
Let’s Build the Right Annealing Furnace for Your Process
If your current process is causing material issues or affecting machinability, it’s time to upgrade to a furnace that delivers consistent results.